КЛИНКИ ИЗ ОГНЯ И СТАЛИ.
Многолетний опыт производства штучных ножей показывает, что в мире сформировались пять основных групп марок клинковых сталей. В первую, самую популярную, входят высокохромистые стали типа нашей Х12МФ и 95Х18 (иноземные D2, 440С, ATS34). Они обладают высокой прочностью и неплохой коррозионной стойкостью при режущих свойствах, устраивающих большинство потребителей.
Во второй группе - низколегированные (до 2-х процентов) инструментальные и подшипниковые стали типа ХВГ, ШХ15, (американские О1, 52100) которые заметно тверже и более острые, но менее стойкие к коррозии. Такие клинки пользуются популярностью у опытных и несколько консервативных туристов и охотников «с понятием», которых можно назвать профессиональными любителями.
В третью группу можно свести довольно архаичные «напильники и рессоры» - наши У10, 65Г, американские 1095 и 5160, а также хромистые нержавейки маломощного хим.состава типа нашей 40Х13 или иноземной 420С - которые по всем показателям хуже металлов первых двух групп. Впрочем, к их несомненным достоинствам можно отнести невысокую цену, что немаловажно для массового потребителя. Как говорят, потеряешь - не жалко…
Разнообразные особолегированные и прочные высокотехнологичные сплавы четвертой группы (например, порошковые стали типа СРМ 440V), по стойкости лезвия превосходят стали первой группы, приближаясь по этому показателю к лидеру - шарикоподшипниковой ШХ15, при явном превосходстве над ней в коррозионной стойкости. Но здесь нужно подчеркнуть и отметить особо, что хороший рез высокохромистые стали демонстрируют лишь при относительно больших углах заточки. При тонком, по-настоящему остром лезвии высоколегированные стали уступают в стойкости режущей кромки даже хорошо прокованному напильнику. Что же, за устойчивость к «замачиванию в банке с килькой» при приличном резе приходится платить немалую цену - и в прямом, и в переносном смысле. Эти модные «хитрые» стали не пользуются особой популярностью у штучных производителей (да и у серийных тоже) из-за сложности обработки и дороговизны исходного материала. Далеко не все клиночники могут управиться с этими металлами, поскольку в среде крепких профессионалов даже про «обычную» шарикоподшипниковую сталь говорят, что «она не для начинающих».
Последняя по номеру группа (из-за редкости в общем объеме, но не по качеству) - это узорчатые легендарные клинки, о которых в возвышенном стиле говорят, что они откованы «из огня и стали». Массовое сознание до сих пор настолько пропитано мифами о булате, что еще несколько лет назад обыватели любым узорчатым ножом тут же начинали рубить гвозди или пытались согнуть его дугой. Это ожидание сверхъестественных свойств очень живуче, поскольку еще златоустовский «генерал от металлургии» Павел Аносов сообщал, что в его время «...под словом булат каждый россиянин понимает металл более твердый и острый, чем обычная сталь». И великий русский металлург Д.К. Чернов говорил, что «...самая лучшая сталь, которая когда-либо, где-либо производилась, есть, без сомнения, булат».

О булате многие скажут, что секрет его давно утерян и «тайна сия велика есть!» И не очень ошибутся, хотя еще только сто лет назад, в одном лишь 1906 году и только в одном бельгийском городе Льеже было произведено 850 тонн (!) узорчатой стали нескольких десятков сортов. Однако она предназначалась лишь для изготовления стволов охотничьих ружей, а в те же времена клинки из узорчатой стали по всей Европе ковались уже буквально поштучно и по особым заказам. Об исторических причинах такого положения – разговор особый, поэтому здесь укажу лишь на бурное развитие промышленного производства легированной стали.
Что же такое булат и узорчатые стали вообще, как различаются их сорта, в чем сходство и отличия технологий, по которым они изготавливались? Вопросы не очень простые, а потому и начну в буквальном смысле с начала.
Адам, первый на Земле человек, по повелению Бога дал имена всякой твари. Названия эти полностью определяли все качества, всю силу и свойства вещей, которыми они обладали при сотворении. Затем произошло разделение единого, истинного языка на великое множество языков народов, названия в которых отражали лишь отдельные, те или иные, признаки и свойства вещей. Разные народы как бы смотрели на цельную вещь (предмет, явление) с разных сторон, отображая ее в своем языке сообразно с увиденным. Даже если изучить все языки, как бы собрав их воедино, то и тогда нельзя будет по названию вещи полностью понять ее суть - подобно тому, как из сотен кроликов нельзя сделать одну лошадь, хотя и равную им по весу. Но знание языков все же может помочь в уточнении набора свойств конкретной вещи.
Называли узорчатый металл в разные времена и в разных странах по-разному. Употребляются названия «вутц», «булат», «дамаск», «дамасская сталь», «булатная сталь», «сварочная сталь», «рафинированная сталь», «дендритная сталь», а также «красное», «белое» и «многосуточное железо». Встречаются термины «красный булат, «синий булат», «ликвационный булат», «сварочный булат», «микробулат», «порошковый булат» и, в противовес «ложному», какой-то «настоящий булат». Есть еще и «настоящий дамаск»…
Наиболее известны и доныне популярны названия «вутц», «булат» и «дамаск». «Вутцем» в Англии называли слитки клинковой стали, которые привозили для исследований из Индии. Впервые этот термин появился в печати в 1795 году в сообщении Английской Королевской академии об индийской стали. В последнее время слово «wootz» понимают как английскую транскрипцию дравидских (не индоевропейских) слов ukko или hookoo, используемых для обозначения стали в центральных и южных районах Индии. Интересно, что именно от тамилов с юга Индии или Цейлона еще в Древний Рим привозили хорошую сталь (феррум индикум) для мечей.

Название «булат» имеет не менее древнее происхождение и произошло от индо-иранского «пулад», которое обозначает просто литую сталь (не будем здесь уточнять, что такое «просто литая» сталь). На хинди, современном официальном языке Индии, phaulad имеет значение стали. Частица «пу-» в древнеиндийском языке санскрите имеет значение «очищение, чистка», а в индоарийских диалектах существует слово для обозначение железа - «лауха». Если допустить родство названия литой тигельной стали «пулад» и древнего индоарийского термина «пу-лауха», то можно принять перевод слова «пулад» как «очищенное железо». О таком переводе писал еще Н.Т. Беляев в своем труде «О булатах», изданном в 1911 году.
От чего такого должно быть очищено железо, чтобы стать клинковой сталью? Ответ несколько парадоксальный – от слабости. Мягкое железо на Востоке в древности называли «женским», т.е. слабым и, в некотором смысле, нечистым. Лишь переплавив его в смеси с особыми веществами можно было придать ему твердость и упругость, сделать его сильным, пригодным для изготовления клинков.
Другое очень популярное название - «дамаск», отражает внешний вид поверхности клинков и произошло от «дамаст» - «волнистый, струйчатый». Я склонен считать (допускаю такую возможность), что узорчатые металлы со струйчатыми видами узоров издревле называли «дамаском» или «дамасской сталью» из-за схожести по узору с издавна производимой в Дамаске литой сталью особого сорта. Таким образом, изначально «дамаском» именовалась именно сирийская литая сталь, а лишь затем это название перешло и на другие разновидности узорчатой стали. В 19-м веке особо дотошные исследователи довольно долго препирались на эту тему, вводя термины «настоящий» дамаск и «ложный», но потом сами запутались и, в общем, договорились не особо вдаваться в нюансы. Действительно, «определить» - значит «ограничить». На нашем несовершенном языке можно дать жесткое определение вещи, лишь посмотрев на нее с какой-нибудь одной стороны – исторической (старинный булат), этнографической (индийский, иранский булат), описательной (струйчатый, коленчатый булат), технологической (литой или сварочный). Впрочем, знатоки в разговорах между собой не особо связывают себя столь узкой точкой зрения…
Сегодня в России (да и во всем мире) утвердилась классификация узорчатых сталей по способу их получения, где наиболее известны две большие группы. Первая группа объединяет технологии производства, основанные на тигельной плавке, при которой проявляющаяся в виде узора неоднородность металла образуется из-за особой кристаллизации высокоуглеродистого расплава. Таким образом получают классические «булаты». Вторую группу составляют способы, основанные на соединении изначально разнородных стальных пластин кузнечной сваркой. Так изготавливают разнообразнейшие «дамаски». Таким образом, говоря «дамаск» подразумевают сварочный металл, а говоря «булат» - литой.
Впрочем, нельзя исключить и третью, промежуточную группу, которая образуется, когда расплавляется лишь часть из составляющих, а другая остается твердой - или, если угодно, одна часть остается твердой, а другая расплавляется. К таким довольно архаичным клинковым материалам относятся ирано-арабский «фаранд», китайское «многосуточное железо», японская «тамахагене», общевосточный «сварочный булат». Разновидностей технологий во всех этих группах множество, поэтому ограничусь описанием лишь наиболее характерных в каждой из них. А начну с наиболее древней и доныне широко распространенной технологии – сварочной.
Кузнечную сварку губчатого кричного железа применяли еще в самом начале железного века, т.е. 3500 лет назад. Эта технологическая особенность нашла отражение в самом названии древнего металла - «сварочное железо». И в более поздние времена кузнечная сварка была неизменным спутником производства высококачественного металла. Суть технологии кузнечной сварки заключается в сближении очищенных от загрязнений и раскаленных поверхностей металла до расстояний, близких к межатомным. Тогда во время проковки начинает происходить взаимопроникновение атомов кристаллических решеток металла, как бы сшивающее контактирующие куски стали.
Самой распространенной является сварка сложенных стопкой пластин стали и железа (или сталей разных марок), образующих т.н. пакет. Пакет нагревают в горне и посыпают тем или иным флюсом, который сплавляется с образовавшейся на поверхности пластин окалиной и очищает от нее свариваемые поверхности. Растворяя окалину, флюс одновременно образует жидкий шлак, предохраняющий поверхность металла от дальнейшего окисления. Покрытый жидким шлаком пакет разогревают до сварочной температуры, примерно соответствующей цвету белого каления, и проковывают. Сначала аккуратно выжимают жидкий шлак, а затем интенсивной проковкой производят собственно сварку. После первой сварки пакета его расковывают на полосу и разрубают на несколько частей, которые снова складывают стопкой и производят вторую сварку. Эти действия повторяют до тех пор, пока не наберут желаемое количество слоев железа и стали в изделии. Соотношение железа и сталей разных марок в сварочном «дамаске», равно как и сами марки применяемых сталей, в зависимости от опыта и желания кузнеца могут быть какими угодно, поэтому и свойства клинков работы разных мастеров очень разные.



Не только в старину, но и сегодня подавляющее большинство узорчатых клинков современной работы изготовлены из сварочного «дамаска». Действительно, для производства «дамаска» даже и вполне приличного качества не требуются высокотемпературные печи, огнеупорные тигли и специальные плавильные материалы, как для литого булата, достаточно иметь запас обычных хороших сталей и оборудование на уровне сельской кузницы.
Распознать виды и свойства «дамаска» довольно легко по характерному узору. Лучший в Европе знаток булатов Павел Аносов писал, что «…опытный азиатец не ошибется в выборе клинка без пробы и по одному узору определит, остр булат или туп, тверд или мягок, упруг или слаб». И сегодня знаток по одному лишь внешнему виду узорчатого клинка может определить технологию его изготовления, примерные режущие свойства, весьма часто место и время его производства и, в некоторых случаях, мастера-клиночника.
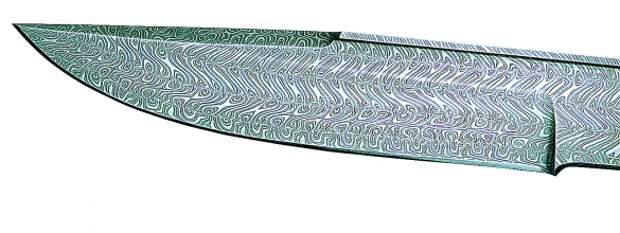
Основных типов узоров дамаска не много. К ним, кроме простейшего «дикого», относятся «штемпельный», «турецкий» и «мозаичный». «Дикий» узор возникает в результате довольно беспорядочного перемешивания слоев в процессе ковки, а более популярный «штемпельный» получают набивкой определенного рельефа на слоистой заготовке клинка специальным штампом-штемпелем. Слои разных металлов вдавливаются вглубь заготовки и, после сошлифовки выступов, образуется заданный регулярный узор. Из-за образования таких узоров вследствие наштамповки рельефа их и называют «штемпельными». К ним относятся ступенчатый, волнистый, сетчатый (ромбический) и кольчатый.
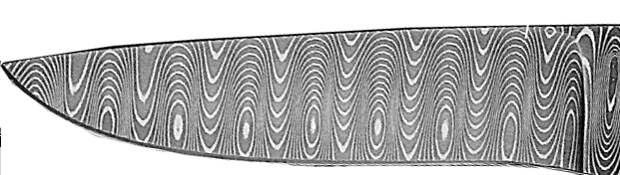
Ступенчатый тип узора характеризуется относительно узкими прядями линий, расположенными поперек клинка. В зависимости от глубины наносимого рельефа, тщательности отковки и шлифовки клинка узор может видоизменяться, плавно переходя от концентрических овалов к волнистым разомкнутым фигурам, напоминающих ряд сосулек или сталактитов, свисающих с обуха клинка.
Другим распространенным типом «штемпельного» узора является ромбический, имеющий две разновидности. Одну из них получают, насекая поверхность заготовки зубилом крест-на-крест, отчего узор имеет вид сплетенной из нитей сетки, наброшенной на клинок из «дикого дамаска. Соответственно, и узор называется «сетчатым». Второй разновидностью является узор, который называют «мелкие розы» или «розетки». Он имеет вид четких концентрических ромбов и набивается имеющим пирамидальные выступы штампом, похожим на кулинарный молоток для отбивания мяса. Если эти выступы будут в виде усеченной пирамиды, то, по мере усечения, узор будет все более и более походить на сетчатый, набиваемый обычным зубилом. Так что различия этих разновидностей непринципиальны и обусловлены лишь соотношением площадей выступов и впадин набиваемого рельефа.

Третий, кольчатый вид «штемпельного» узора получается, когда на клинке хаотично или в строгом порядке расположены многочисленные концентрические окружности (колечки). Для получения этого типа узора некоторые современные мастера по разметке засверливают непосредственно саму заготовку клинка, другие делают то же самое со штампом, которым и набивают этот узор, когда потребуется. Если концентрические круги крупные и расположены регулярно, то узор называют «птичий глаз», а если мелкие и беспорядочные, то такой узор именуют «капли дождя» или «дождевой». Действительно, вид узора клинка похож на поверхность воды во время дождя.
Более редкие сорта сварочного металла получают путем скручивания и дальнейшей сварки воедино нескольких тонких слоистых прутков. Когда в 19-м веке европейцы увидели привозимые с Востока сабли из такого металла, то назвали его «турецким» дамаском. Виды «турецкого» дамаска весьма разнообразны и зачастую причудливы, но их можно довольно легко систематизировать и сгруппировать. Тогда получим, что клинки могут быть изготовлены:
- Из одного закрученного прутка
- Из нескольких одинаковых прутков, закрученных в разные стороны и сваренных в один вертикальный ряд.
- Из таких же прутков, но уложенных рядами в два слоя.
- Клинок изготовлен так, что разные его части откованы с использованием крученого дамаска разного вида.
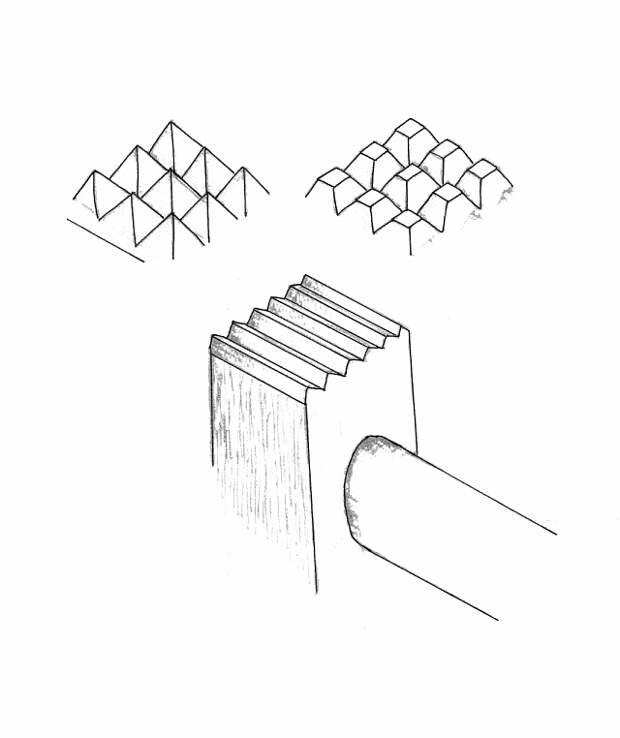
Прием изготовления клинков из одного скрученного слоистого прутка, насколько мне известно, в старину использовали крайне редко. Строго говоря, я один раз читал о старинном (индийском) дамаске такого вида и один раз видел реальный образец. Более популярный в древности прием заключался в изготовлении клинка не из одного, а из нескольких сложенных в один ряд прутков крученого дамаска. Для придания клинку устойчивости при изгибе эти прутки закручивают в разные стороны, отчего получается угловой узор «паркетного» или «шевронного» вида. Еще более прочные и упругие клинки получаются, когда устраняется ослабляющее влияние длинных продольных сварочных швов между прутками. В таком случае прутки располагают или сразу в два ряда, или складывают вдвое и снова проваривают «однорядную» заготовку клинка. Существует старинный арабский рецепт изготовления самой настоящей «дамасской стали» (так реально работали в Дамаске), в котором описывали отковку сабельного клинка из уложенных в два слоя шести закрученных прутков, состоящих из 700 слоев каждый.
Самый, пожалуй, сложный, но и самый совершенный технологический прием, применяемый при изготовлении клинка из крученых разновидностей дамаска, в глубокой древности применялся наиболее часто. Тогда крученый дамаск использовали главным образом лишь в виде конструктивных вставок в клинок, отковывая из него центральную часть клинка или его обух. Лезвие же приваривали стальное или из твердого многослойного дамаска. Дело это хлопотное и непростое, зато позволяет добиваться затейливых узоров при прекрасных рабочих качествах клинка.
До сих пор речь шла главным образом о методах образования узоров при изготовлении клинков из слоистых разновидностей металла. Использование его волокнистых видов даже в самом незатейливом «штемпельном» дамаске очень сильно усложняет узор. Разнообразные комбинации фигурных прутков и плоских лент в исходном пакете приводят к образованию сложных узоров мозаичного типа, отчего и сам сложноволокнистый металл получил название «мозаичного» дамаска, который используется почти исключительно в дорогих художественных изделиях.
См. статью «Мозаичный дамаск»
Итак, применяя различные виды кузнечной сварки, получают в итоге структуру металла, состоящую из более-менее сложного переплетения железных и стальных слоев или волокон. Само собой разумеется, что дамаск может и не иметь в своем составе мягкого железа, а состоять только из слоев-волокон сталей разных марок, отличающихся друг от друга содержанием как углерода, так и других легирующих элементов - например, никеля или хрома.
Главным достоинством горновой сварки является именно ее технологическая простота. Горн и молоток, да еще горсть песка в руке опытного кузнеца - вот и вся технология. Недостатком этой древнейшей технологии является невозможность сварки большинства легированных, наиболее прочных сталей. Окисные пленки, содержащие много хрома, не удаляются обычными флюсами, поэтому прочного соединения этим методом высокохромистых сталей добиться не удается.
Чтобы обойти этот «запрет» на применение в дамаске высоколегированных сталей, приходится использовать некоторые виды вакуумной технологии. Поскольку окисления предварительно зачищенных поверхностей при нагреве в вакууме не происходит, то становится возможной сварка даже нержавеющих сталей. Используя этот метод, можно изготавливать дамаск из нержавеющих, быстрорежущих и иных высокопрочных сталей. Этим методом сваривают медь с железом, сталь с серым чугуном, нержавеющую сталь с титаном и даже стекло с металлом.
Приведенные примеры далеко не полностью исчерпывают достижения исследователей узорчатых металлов в деле применения новейших технологий. Эти технологии дают возможность использовать при изготовлении дамаска любые высокопрочные легированные стали, что резко повышает режущие свойства изготовленных из него клинков.
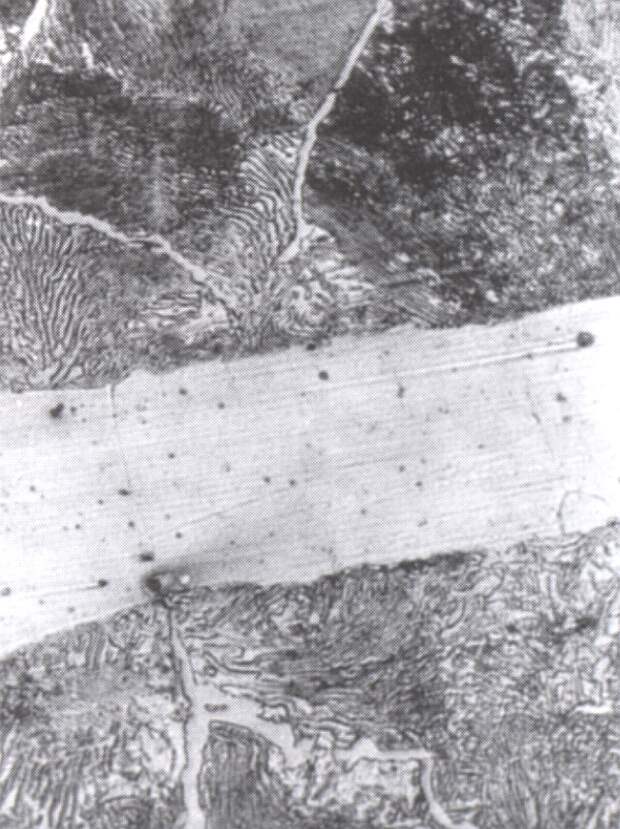
Методы производства сварочного «дамаска» отработаны достаточно хорошо, чего не скажешь о литом булате - потенциально наиболее высококачественном сорте узорчатого металла. Литые разновидности узорчатого металла, с которыми связывают даже само понятие «булат», получают двумя основными способами. Самый древний способ, называемый двухфазным (твердое - жидкое), основан на недорасплавлении в процессе плавки сравнительно тугоплавких железных частиц, когда в тигле образуется своего рода металлический «компот» - в жидком, расплавленном чугуне плавают хоть и размягченные, но твердые куски железа. После затвердевания и расковки слитка в клинке чередуются участки очень твердой сверхуглеродистой стали с участками вязкого металла.


Разновидностью двухфазной технологии является и способ получения т.н. «сварочного булата», по которому раскаленный пакет пластин при сварке посыпается толченым чугуном. Чугун быстро расплавляется и сильно науглероживает поверхность пластин. При последующей проковке часть чугуна выжимается из стыков, а часть как бы «вмораживается» в толщу металла, образуя булатообразные сверхуглеродистые прослойки.
Второй способ получения булата заключается в специфической кристаллизации однородного расплава. Методы производства этой «дендритной стали» или, иначе, «ликвационного булата» весьма разнообразны, а качество металла зависит от множества факторов. Сколько-нибудь подробное рассмотрение разнообразных технологий получения булатных узоров по этому методу заняло бы в этом (весьма поверхностном) обзоре непозволительно много места, поэтому отмечу лишь то, что полученные тем или иным образом узорчатые слитки расковывают особыми методами, что и придает клинкам из литого булата необыкновенные свойства, превосходящие свойства не только безузорчатой стали того же хим. состава, но и большинства сортов сварочного «дамаска».


Здесь необходимо «притормозить» и сделать одно важное уточнение. При сравнении булатов всех типов со сталями обычно сравнивают самую лучшую, сверхлегированную сталь с каким-нибудь весьма заурядным булатом, упуская из виду условие соблюдения одинаковости хим. состава. Это так же ошибочно, как сравнение достижений атлетов разных весовых категорий, поскольку даже великолепно тренированного борца-легковеса тяжеловесный середнячок просто «задавит жиром». Так и в клинках - заурядные коммерческие «дамаски» содержат всего лишь 0,6% углерода и столько же хрома, а в популярной у профессионалов стали Х12МФ (D2) углерода в три раза больше, да к тому же в ней 12% хрома и еще кое-что в придачу.
Хороший булат также имеет довольно мощный хим. состав, а из-за особого характера упрочнения при ковке он превосходит сталь по всем показателям, имеющим отношение к клинковому оружию. Добавлю, что если легированную промышленную суперсталь обработать по технологии литого булата, то зачастую она также превзойдет по прочности ...саму себя.
Для получения подобной «сверхстали» нужно осознать «идею булата». Эта «идея» заключается в том, что неоднородная, узорчатая сталь при определенной обработке переходит в иное качество, становясь как бы не просто сталью и даже не совсем металлом. В булате, например, повышается плотность, заметно увеличивается теплоемкость при одновременном снижении теплопроводности, появляются сильные магнитные аномалии и по некоторым своим свойствам он приближается к т.н. «металлическому стеклу». Величина зерна в таком металле может быть в десятки и сотни раз меньше, чем в обычной стали, а твердость такого булата превосходит напильник при вязкости пружины.
Главным признаком «настоящего» булата, на мой взгляд, является не хим. состав и тем более не способ производства, а крайняя энергетическая насыщенность атомной структуры металла, чем и объясняются его аномально высокие свойства. Понятно, что для измельчения структуры нужно затратить немало энергии. Пример – дробление гранитной глыбы в щебень или, того больше, в песок. Обычный металл может накапливать в своей структуре до 10 % энергии деформации (строго говоря, термомеханической обработки вообще), остальная часть рассеивается в виде тепла. Можно утверждать, что в булате доля поглощаемой энергии ковки выше. И выше намного, поэтому «настоящий» булат - это особое, высокоэнергетическое состояние металла.
Для охлаждения эмоций отмечу, что сегодня, как и во все времена, мало кто владеет методами производства такого «настоящего» булата. Потребитель, конечно, хотел бы иметь клинок именно из такого «супербулата», но они и в старину были очень редки. Обычному потребителю ножей, особенно не отягощенному избытком денег, можно с уверенностью посоветовать приобретать фабричные изделия с практичными клинками из многократно проверенных современных сталей, поскольку их свойства почти наверняка перекроют его запросы. Лишь особо требовательным знатокам и ценителям действительно стоит попытаться приобрести нож с узорчатым клинком. Как по этому поводу говорят практичные американцы, если вам нужно объяснять, зачем это нужно, значит вам это не нужно.
В этой связи нужно особо отметить, что сегодня весьма немногие именитые мастера во всем мире, будь то в Америке или России, стремятся изготавливать именно практическое оружие из узорчатой стали – при том, что штучный охотничий нож, сработанный опытным мастером из хорошего булата или дамаска, может и должен заметно превосходить по своим рабочим качествам ножи фабричного производства из промышленного металла. Коммерческая целесообразность вынуждает кузнецов соревноваться в изготовлении клинков с броским и даже вычурным узором, который своей редкостью и замысловатостью притягивает «не бедных» коллекционеров, а не совершенствоваться в ковке и термообработке практичных клинков. Действительно, яркий узор клинка заметен сразу, а режущие свойства его металла в полной мере может оценить далеко не каждый потребитель.
Однако и очень уж недоверчиво относиться к узорчатым ножам не стоит, поскольку все сколько-нибудь грамотно изготовленные узорчатые клинки, штучные или мелкосерийные, весьма неплохо режут. Причиной тому, помимо не всегда достигаемой особой мелкозернистости металла, является т.н. «булатная» микропила, автоматически возникающая на лезвии из узорчатой стали. Она образуется практически непрерывно из-за разной стойкости к износу слоев или волокон, составляющих узор металла - литого или сварочного. В древности остроту клинка прямо связывали с его узором, правдиво и точно рассказывающем о характере расположения выходящих на лезвие слоев в клинке, их форме и внутренней структуре.
Многие пользовались ножами с нарезкой на лезвии в виде зубцов, которые отлично режут мягкие материалы - хлеб, мясо, веревки и прочее тому подобное. Наличие такого зубчатого рельефа приводит к «вспарывающему» механизму резания, когда каждый зубчик зацепляет разделяемый материал, создавая в нем более значительные растягивающие растяжения, чем при вдавливании гладкого лезвия. Поэтому узорчатые клинки с автоматически образующейся микропилой на лезвии имеют более высокую режущую способность, чем просто стальные, пусть даже и первоначально более остро заточенные.
Легендарный трюк с рассеканием на лету тончайшего шелкового платка был возможен именно благодаря наличию микропилы на лезвии булатного клинка, зубчики которой поочередно перерезали шелковые нити, из которых был соткан платок, в то время как вроде бы остро заточенный стальной клинок не мог с достаточной силой «вдавиться» в ткань, т.к. легкий платок увлекался движением клинка. Многочисленные отзывы свидетельствуют, что хорошим булатным клинком резать настолько легко, что даже приятно. Несомненно, что понятие «хорошо режет» очень емкое и на эту тему можно (да и нужно) писать отдельные обширные статьи. Да и о «микропиле», о принципах ее образования и действия, тоже надо бы пару-тройку страниц написать – не так там все просто. Ну, я пока отложу эту тему…
«Хороший» булатный клинок - это понятие действительно очень емкое, поскольку главный «секрет» клинковой стали всегда, во все времена заключался в человеке, который ее изготавливал. Довольно очевидно, что если дать кусок самой распрекрасной стали главному технологу металлургического завода и его секретарше, то у них получатся очень разные ножи.
В связи с этим затрону еще одну тему, о которой в среде профессионалов не принято много говорить - дурак все равно не поймет, а умный не спросит. Коренным отличием штучных булатных ножей от массовки является, как ни высоко это звучит, некоторая духовность изделий мастеров. Узорчатый клинок тщательно куется и обрабатывается в течение нескольких дней, металл в процессе работы находится под пристальным вниманием сосредоточенного мастера, поэтому, образно говоря, булат как бы пропитывается огнем, а на клинке, подобно невидимому клейму, отпечатывается душа изготовителя. Во всяком случае, настроение мастера во время работы влияет на свойства изготовленного им клинка весьма явственно. Даже вполне рационально и «невосторженно» мыслящие, но сколько-нибудь опытные и наблюдательные потребители отмечают, что клинки бывают «дружественными», а бывают и «кусачими», охотно режущими своего владельца – да и других. Не удивительно, ведь многотрудный булат является своеобразным аккумулятором энергии, в том числе и душевной.
Однозначно сказать, что это хорошо, нельзя, ведь души у людей разные, засоренные страстями, поэтому и клинки «пропитаны» очень разным духом. Не всякая духовность одобрительна, поскольку демоны и их глава - тоже духи. Истинное качество клинка в первую очередь зависит от «качества» человека - не только от уровня знаний, но и от состояния его души. Мастеру-оружейнику нужно совершенствовать в первую очередь себя, свою душу, а уж затем технологию. Впрочем, это уже высоко…
Свежие комментарии